歡迎登陸河北恒翔金屬制品有限公司官網(wǎng)
Reicamp Instrument product classification



全國免費報價及訂購熱線
鋼筋連接套筒相關(guān)介紹:
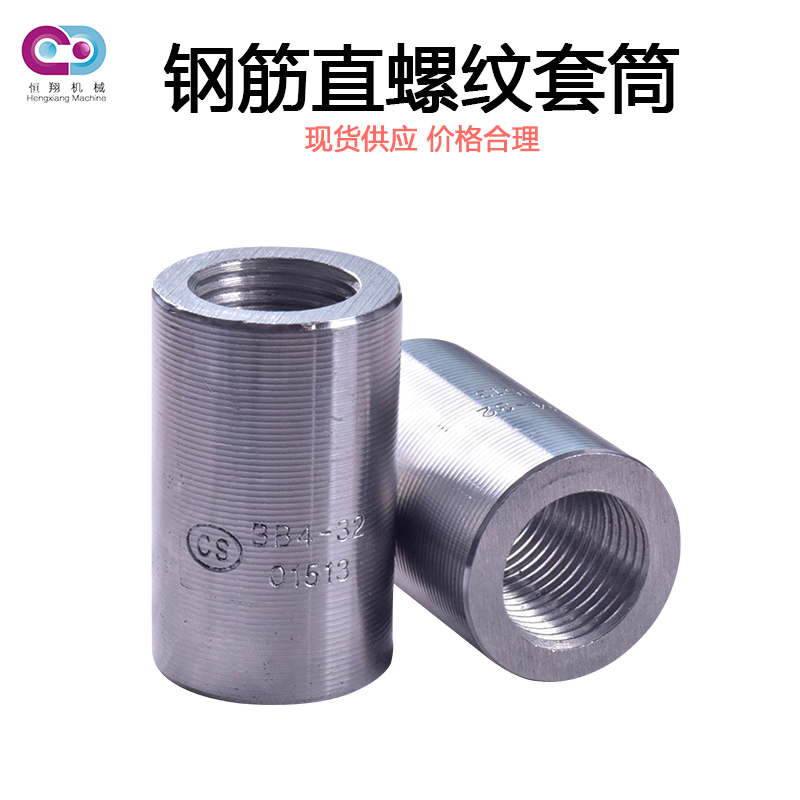
鋼筋連接套筒又名鋼筋接頭:用以連接鋼筋且具有與絲頭螺紋相對應(yīng)內(nèi)螺紋的連接件。簡單的施工流程:將鋼筋端部用滾軋工藝加工成直螺紋,并用相應(yīng)的連接套筒將兩根鋼筋相互連接。

中文名:鋼筋連接套筒
別名:鋼筋接頭
材料:45#鋼材
特點:安全可靠,連接方便,便于檢測
一、鋼筋套筒的分類
鋼筋套筒連接有六種類型:(變徑型、擴(kuò)口型這里不作介紹)
1、標(biāo)準(zhǔn)型連接
用途可能的自由自轉(zhuǎn)情況。使用鐵棍原因相互在鎖橋梁片斷的端點力量對面。選擇標(biāo)準(zhǔn)套筒或變徑型連接套筒。
2、加長型連接
用于鋼筋過于長而密集,不便轉(zhuǎn)動的場合。連接套筒預(yù)先全部擰入一根鋼筋的加長螺紋上,再反擰入被接鋼筋的端螺紋,轉(zhuǎn)動鋼筋半至一圈即可鎖定連接件,可選用標(biāo)準(zhǔn)型連接套筒。
3、加鎖母型連接
用于鋼筋完全不能轉(zhuǎn)動,如彎折鋼筋以及橋梁,灌注樁等鋼筋籠的相互對接。將鎖母和連接套筒預(yù)先擰入加長螺紋,再擰入另一根鋼筋端頭螺紋,用鎖母鎖定連接套筒。可選用標(biāo)準(zhǔn)或擴(kuò)口型連接套筒加鎖母
4、正反絲扣型連接
用于鋼筋完全不能轉(zhuǎn)動而要求調(diào)節(jié)鋼筋內(nèi)力的場合,如施工縫、后澆帶等。連接套筒帶正反絲扣,可在一個旋合方向中松開或擰緊二根鋼筋,應(yīng)先用帶正反絲扣的連接套筒。
二、鋼筋套筒的分類優(yōu)越性
鋼筋剝肋滾軋直螺紋連接一種新型的鋼筋連接套筒技術(shù),它的結(jié)構(gòu)原理是將待連接鋼筋端部的縱肋和橫肋用切削的方法剝掉一部分,然后直接滾軋成普通直螺紋后,用特制的直螺紋鋼筋連接套筒連接起來,形成鋼筋的連接。
這種連接方法的優(yōu)點如下:
力學(xué)性能好、連接安全可靠:由于鋼筋端部經(jīng)滾壓成形,鋼筋材質(zhì)經(jīng)冷作處理,螺紋和鋼筋強(qiáng)度都有所提高,彌補(bǔ)了螺紋底徑小于鋼筋母材基圓直徑對強(qiáng)度削弱帶來的影響,使連接的接頭強(qiáng)度高于母材強(qiáng)度,能使母材充分發(fā)揮其強(qiáng)度和延性。
連接方便:在狹小場地鋼筋排列密集處均能靈活操作。施工方便、效率高:鋼筋連接套筒在工廠預(yù)制,質(zhì)量保證:現(xiàn)場滾軋絲頭設(shè)備每臺每班可加工接頭近400個,在大工程量及地下室底版等施工時具有無可比擬的優(yōu)勢,施工時無污染,無明火作業(yè),安全環(huán)保好,可全天候施工。
便于檢測:施工時不需要用特定檢測設(shè)備,只需看鋼筋外露絲牙情況即可測定接頭的質(zhì)量。
適用性強(qiáng):適用于一切抗震和非抗震的鋼筋混泥土結(jié)構(gòu)工程的鋼筋連接,且對彎曲鋼筋、固定鋼筋、鋼筋籠、超長鋼筋等及不能轉(zhuǎn)動的場合均適用。
三、現(xiàn)狀
80年代末期,通過引進(jìn)國外先進(jìn)的機(jī)械連接技術(shù),再加上我國一些科研院所的相關(guān)專家的不斷努力,我國鋼筋機(jī)械連接技術(shù)得以發(fā)展迅速。機(jī)械連接經(jīng)歷了套筒冷擠壓、錐螺紋,鐓粗直螺紋直到目前滾軋直螺紋等不同的發(fā)展階段,技術(shù)不斷成熟穩(wěn)定,成本也不斷降低。搭接的連接方式已不能用于大規(guī)格鋼筋的連接,再加上焊接有很多不足之處,焊接質(zhì)量均無法保證。鋼筋機(jī)械連接能避開上述種種困難,顯示出明顯的優(yōu)勢。
近十年來,我國在鋼筋的機(jī)械連接技術(shù)方面取得了很大發(fā)展,其中擠壓連接做為一種新型機(jī)械式鋼筋連接措施,與傳統(tǒng)的搭接和焊接相比具有接頭性能可靠、質(zhì)量穩(wěn)定、不受氣候及焊工技術(shù)水平的影響、連接速度快、安全、無明火、不需大功率電源、可焊與不可焊鋼筋均能可靠連接等優(yōu)點。通過在各類高層建筑、大跨結(jié)構(gòu)、橋梁、水工結(jié)構(gòu)、電視塔、核電站等多項重大工程中應(yīng)用,套筒擠壓連接受到了普遍好評。
我國的錐螺紋連接技術(shù)和國外相比還存在一定差距,最突出的一個問題就是螺距單一,從直徑16~40mm鋼筋采用螺距都為2.5mm,而2.5mm螺距最適合于直徑22mm鋼筋的連接。雖然在一些方面還存在著差距,隨著中國套筒生產(chǎn)技術(shù)的不斷成熟,會把這些差距最小化的。
四、施工工藝
1、鋼筋滾壓直螺紋連接工藝流程:
鋼筋切割→滾壓螺紋→絲頭檢查→現(xiàn)場絲接
2、操作工藝:
鋼筋滾壓直螺紋連接,是采用專門的滾壓機(jī)床對鋼筋端部進(jìn)行滾壓,螺紋一次成型。鋼筋通過滾壓螺紋,螺紋底部的材料沒有被切削掉,而是被擠出來,加大了原有的直徑。螺紋經(jīng)滾壓后材質(zhì)發(fā)生硬化,強(qiáng)度約提高6%—8%,使螺紋對母材的削弱大為減少,其抗拉強(qiáng)度是母材的97%—100%,強(qiáng)度性能十分穩(wěn)定。
1)加工要求
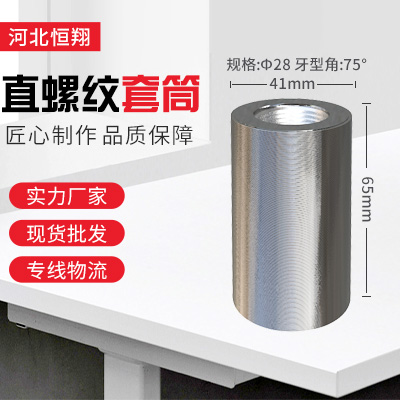
鋼筋同經(jīng)連接的加工要求,見下表:
代號A20R-JA22R-JA25R-JA28R-J
ф(㎜)20222528
M*t19.6*321.6*324.6*327.6*3
L(㎜)30323538
注:M—絲頭直經(jīng);t—螺距;ф—鋼筋直徑;L—螺紋長度
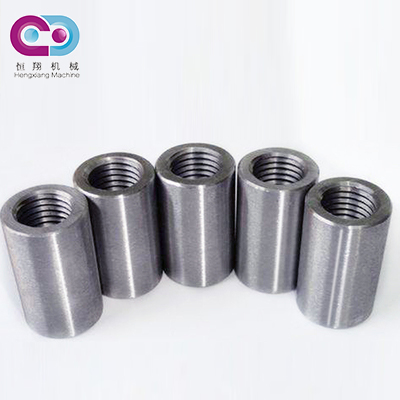
2)套筒質(zhì)量要求
①連接套表面無裂紋,螺牙飽滿,無其他缺陷。
②牙型規(guī)格檢查合格,用直螺紋塞規(guī)檢查尺寸精度。
③各種型號和規(guī)格的連接套外表面,必須有明顯的鋼筋級別和直徑。
④連接套兩端頭的孔必須用塑料蓋封上,以保持內(nèi)部潔凈,干凈防銹。
(2)工藝操作要點
1、鋼筋螺紋加工
①加工鋼筋螺紋的絲頭、牙形、螺距等必須與連接套牙形、螺距一致,且經(jīng)配套的量規(guī)檢查合格。
②加工鋼筋螺紋時,應(yīng)采用水溶性切削潤滑液;當(dāng)溫度低于0℃時,應(yīng)摻入15%—20%亞硝酸鈉,不得用機(jī)油做潤滑液或不加潤滑液套絲。
③操作人員應(yīng)逐個檢查鋼筋絲頭的外觀質(zhì)量并做出操作者標(biāo)記。
④經(jīng)自檢合格的鋼筋絲頭,應(yīng)對每種規(guī)格加工量隨機(jī)抽檢10%,且不少于10個,如有一個不合格,即對該加工批全數(shù)檢查,不合格絲頭應(yīng)重加工,經(jīng)再次檢驗合格后可使用。
⑤已檢驗合格的絲頭,應(yīng)加以保護(hù)戴上保護(hù)帽,并按規(guī)格分類整齊待用。
2、鋼筋連接
①連接鋼筋時,鋼筋規(guī)格和連接套的規(guī)格一致,鋼筋螺紋的型式、螺距、螺紋外經(jīng)應(yīng)與連接套匹配。并確保鋼筋連接套的絲扣干凈、完好無損。
②連接鋼筋時應(yīng)對準(zhǔn)軸線將鋼筋擰入連接套。
③接頭拼接完成后,應(yīng)使兩個絲頭在套筒中央位置互相頂緊,套筒每端不得有一扣以上的完整絲扣外露,加長型接頭的外露扣數(shù)不受限制,但有明顯標(biāo)記,以檢查進(jìn)入套筒的絲頭長度是否滿足要求
五、原材料
鋼筋套筒通常是用精密鋼管進(jìn)行生產(chǎn)的。專門用于生產(chǎn)鋼筋套筒的精密鋼管采用的是45#鋼材,通常又被稱為“鋼筋連接套管”。
專業(yè)生產(chǎn)直螺紋鋼筋套筒、冷擠壓套筒、鋼筋灌漿套筒、正反絲套頭筒、變徑套筒、墩粗套筒頭及鋼筋剝肋滾/車絲機(jī)、全自動冷擠壓機(jī)、墩粗機(jī)等設(shè)備,河北恒翔從研制、設(shè)計、生產(chǎn)、銷售全流程跟蹤,以優(yōu)質(zhì)的服務(wù),低廉的價格,為客戶提供可靠的產(chǎn)品。
河北恒翔金屬制品有限公司
地 址:河北省衡水市工業(yè)園區(qū)
電 話:18632802355
電子郵箱:460207955@qq.com
備案號:冀ICP備19031964號-1
全國服務(wù)熱線

掃一掃添加微信